In the world of precision manufacturing, achieving true transparency is one of the most unforgiving challenges. Unlike metals, where surface finish is often about roughness averages (Ra), machining clear plastics like Acrylic (PMMA) or Polycarbonate (PC) adds a visual dimension where every tool mark, micro-crack, and heat-induced stress fracture is immediately visible to the naked eye.
For product designers and procurement managers in the medical, automotive, and consumer electronics sectors, the goal is often “optical grade” clarity. But getting there requires more than just a clear raw material; it requires a scientific approach to chip evacuation and thermal management.
(Table of Contents Placeholder)
The Physics of Machining Clear Polymers
When you mill aluminum, the material shears. When you mill plastics, if your parameters are off by even a small margin, the material melts.
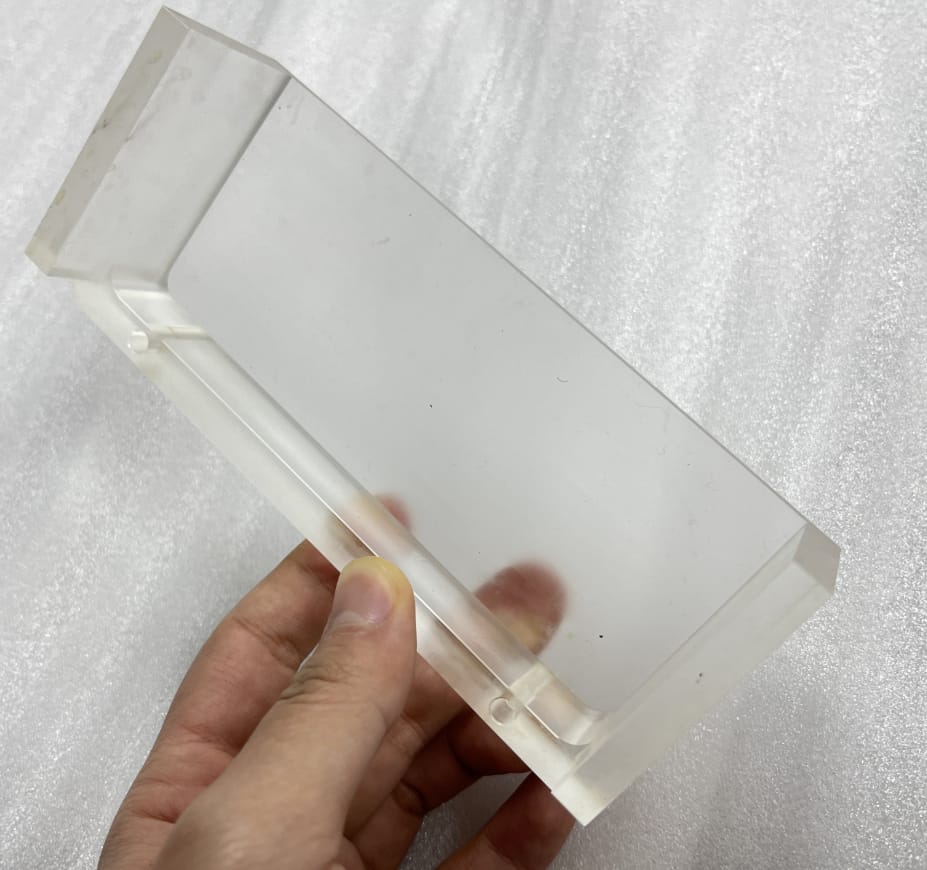
The component shown in the image above is a textbook example of high-precision CNC machining services. It demonstrates the “as-machined” state of a complex acrylic housing. To achieve this level of structural integrity without shattering the material, we have to control three specific variables:
1. Thermal Expansion and Heat Buildup
Acrylic has a high coefficient of thermal expansion. If the cutting tool dwells in one spot for too long, or if the spindle speed creates friction rather than a clean cut, the material will soften and gum up the flutes of the end mill. This leads to a poor surface finish and, critically, internal stress.
2. Chip Load and Evacuation
Looking at the deep internal pockets in the image, chip evacuation is critical. If chips are re-cut, they weld to the surface, creating a cloudy, scarred finish. We utilize high-pressure air blasts or flood coolants specifically designed for plastics to clear chips instantly, ensuring the cutter always hits fresh material.
3. Tool Geometry
Standard metal-cutting end mills often have geometries that “rub” plastics. For rapid prototyping in clear materials, we use single-flute, high-helix end mills with razor-sharp cutting edges. This aggressive geometry scoops the material out rather than grinding it, preserving the material’s natural brilliance.
Visual Analysis: Interpreting the “As-Machined” Finish
Let’s analyze the provided image of the machined block. This part tells a story about the manufacturing process.
- The Internal Channel: Notice the long, thin channel drilled longitudinally through the block. This is a high-risk feature. In acrylic, drilling deep holes generates immense heat. If not peck-drilled with proper retraction, the heat will cause “crazing” (micro-cracks) inside the hole, which ruins the part’s function as a light pipe or fluid manifold.
- The Matte Finish: The internal pocket walls have a frosted, matte appearance. This is normal for a fresh CNC cut. It indicates that the feed rate was controlled to prevent melting, but the surface has not yet undergone post-processing.
- Edge Definition: The step-down features and corners are crisp. This sharpness proves that the workpiece was held largely stress-free during machining. If the clamping force is too high, the plastic bows; when released, it springs back, and your tolerances are lost.
From Translucent to Transparent: The Finishing Process
The part in the photo is currently in a semi-transparent state. To turn this into a truly optical component (like a lens or a display cover), it requires specialized surface finishing.
At Rapid Model, we employ distinct strategies depending on the geometry:
- Manual Wet Sanding & Buffing: For exterior surfaces, we step through grit levels (400 to 2000) before using a buffing wheel. This removes the tool marks visible in the photo.
- Vapor Polishing: This is essential for the internal features seen in the image. We cannot fit a sanding block inside that drilled channel or the tight corners of the pocket. Vapor polishing uses a chemical gas that momentarily melts the surface layer on a microscopic level, flowing it smooth to achieve glass-like clarity without altering dimensional accuracy.
- Optical Machining: For strictly functional parts where polishing isn’t allowed (to maintain tight tolerances), we use monocrystalline diamond tools to achieve a near-polished finish directly from the machine.
Material Selection: PMMA vs. Polycarbonate
While the image likely shows Acrylic (PMMA), engineers often debate between PMMA and Polycarbonate (PC).
- Choose Acrylic (PMMA) if optical clarity is paramount. It offers 92% light transmission and does not yellow over time. It is easier to polish to a high shine.
- Choose Polycarbonate (PC) if impact resistance is required. PC is virtually unbreakable but is slightly less clear than acrylic and harder to vapor polish effectively.
The Rapid Model Advantage
At Rapid Model, we don’t just cut plastic; we engineer clarity. Our facility in Shenzhen is equipped with 3-axis and 5-axis CNC machines calibrated specifically for polymer machining. We understand that for a procurement manager or engineer, a prototype that arrives with stress cracks or clouding is a failed prototype.
We adhere to strict ISO 9001 standards to ensure that whether you need a single visual prototype or a low-volume production run of 500 units, the clarity remains consistent.
Conclusion
Machining optical-grade polymers is a balance of aggressive material removal and delicate temperature control. The “frosted” look of a milled pocket is just the beginning; true engineering excellence is revealed when that part is polished to transparency without losing its dimensional tolerance.
Is your next project dependent on optical clarity? Don’t leave the transparency of your design to chance.
[Call to Action Code]
[BUTTON: Get A Free Quote -> https://sheerypauline.com/contact/]

