Introduction
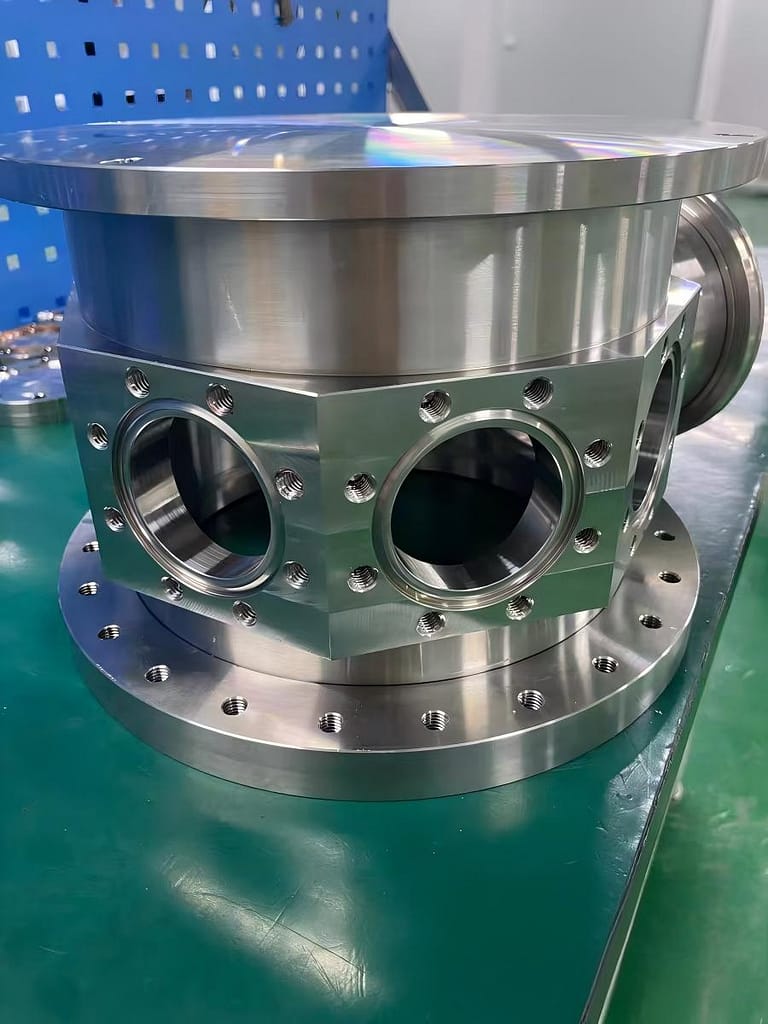
When your project demands custom precision CNC machined aluminum parts—like the lightweight structural bracket or heavy-duty multi-port housing—balancing tight tolerances, complex geometries, and cost efficiency is non-negotiable. These components require strict concentricity, flatness, and cross-feature alignment, making their manufacturing a masterclass in precision engineering. Whether you’re optimizing for high-volume production or micro-level performance, understanding the tradeoffs between processes like 5-axis CNC, die casting, and hybrid methods is critical to delivering parts that meet your performance and budget goals.

The Reality of the Process (Expert Analysis)
The two highlighted components exemplify the core challenges of manufacturing custom precision CNC machined aluminum parts: maintaining dimensional consistency across multi-angle features, minimizing material waste from subtractive processes, and mitigating issues like machining chatter in thin-walled sections. To unpack these challenges and solutions, we consulted John Miller, Senior Manufacturing Engineer at Precision Components Group, a leader in high-precision aluminum part production.
Cost Tradeoffs for High-Volume Production
“For high-volume production of complex aluminum parts, data-driven analyses indicate that the primary trade-off is between upfront capital investment (NRE) and long-term per-unit savings,” explains Miller. “Once annual volumes exceed 5,000 units, die casting unit prices typically fall by approximately 70% compared to pure 5-axis CNC machining.”
- Material Utilization: 5-axis CNC is a subtractive process with buy-to-fly ratios often 3:1 (only 33% of raw material ends up in the final part), whereas near-net-shape die casting achieves ~95% material utilization, reducing waste and raw material costs.
- Initial Investment: Die casting requires substantial upfront tooling costs ($50k–$150k), while CNC machining has negligible initial tooling but higher ongoing labor and machine-time costs. For low-volume runs (under 5k units), 5-axis CNC remains the more economical choice.
Geometric Tolerances and Precision
“5-axis CNC achieves tolerances as tight as ±0.002 mm, while standard die casting typically manages only ±0.1 mm,” notes Miller. “But hybrid processes (casting + secondary CNC) unlock design possibilities impossible with solid-block machining—like hollow or integrated geometries—while refining critical interfaces to micro-level precision.”
- Single-Setup Efficiency: 5-axis CNC eliminates alignment errors by machining complex shapes in one setup, which is essential for maintaining concentricity in the bracket’s central hole or axial alignment in the multi-port housing.
- Hybrid Advantages: For parts that balance complex internal geometries and tight tolerance requirements, combining near-net-shape casting with secondary CNC finishing reduces material waste and tool wear while meeting precision standards.
Surface Finish and Chatter Mitigation
“5-axis machines maintain optimal tool angles to deliver superior surface finishes directly, often eliminating secondary polishing,” Miller says. “For thin-walled parts prone to chatter, we use damping workholding and optimized toolpaths to preserve dimensional accuracy.”
- Chatter Reduction Strategies:
- Workholding: Vacuum fixtures provide uniform clamping to prevent deformation, while sacrificial low-melting-point alloy supports add stiffness to hollow sections during machining.
- Toolpaths: A level-first approach keeps bulk material intact longer to reduce vibration, and high-speed machining with low radial depth cuts minimizes cutting forces that trigger chatter.
- Casting Limitations: Die casting may introduce defects like porosity or burrs, making it unsuitable for high-stress applications using alloys like 7075, which are not castable.
Technical Data Breakdown
| Metric | 5-Axis CNC Machining | Standard Die Casting | Hybrid (Casting + Secondary CNC) |
|---|---|---|---|
| Typical Unit Cost (10k Units) | $45–$75 | $12–$20 | $18–$30 |
| Maximum Tolerance Capability | ±0.002 mm | ±0.1 mm | ±0.002 mm (critical features) |
| Material Utilization | ~33% | ~95% | ~90% |
| Upfront Tooling Investment | $500–$2k (fixtures only) | $50k–$150k | $40k–$120k + $1k–$3k (CNC fixtures) |
| As-Machined Surface Finish | Ra 0.8–1.6 μm | Ra 3.2–6.3 μm | Ra 0.8–1.6 μm (critical features) |
Conclusion
Manufacturing custom precision CNC machined aluminum parts requires a strategic approach that balances cost, precision, and design complexity. For low-volume, high-tolerance projects, 5-axis CNC is the gold standard, while high-volume runs may benefit from die casting or hybrid processes. By leveraging advanced workholding, toolpath optimization, and process hybridity, engineering teams can overcome challenges like machining chatter and material waste to deliver parts that meet strict performance requirements.
If you’re looking to optimize your custom precision CNC machined aluminum parts for cost efficiency, precision, or design complexity, our team of manufacturing engineers is here to help. Request a free consultation today to discuss your project’s unique needs, receive a detailed quote, and explore the best manufacturing process for your application.

